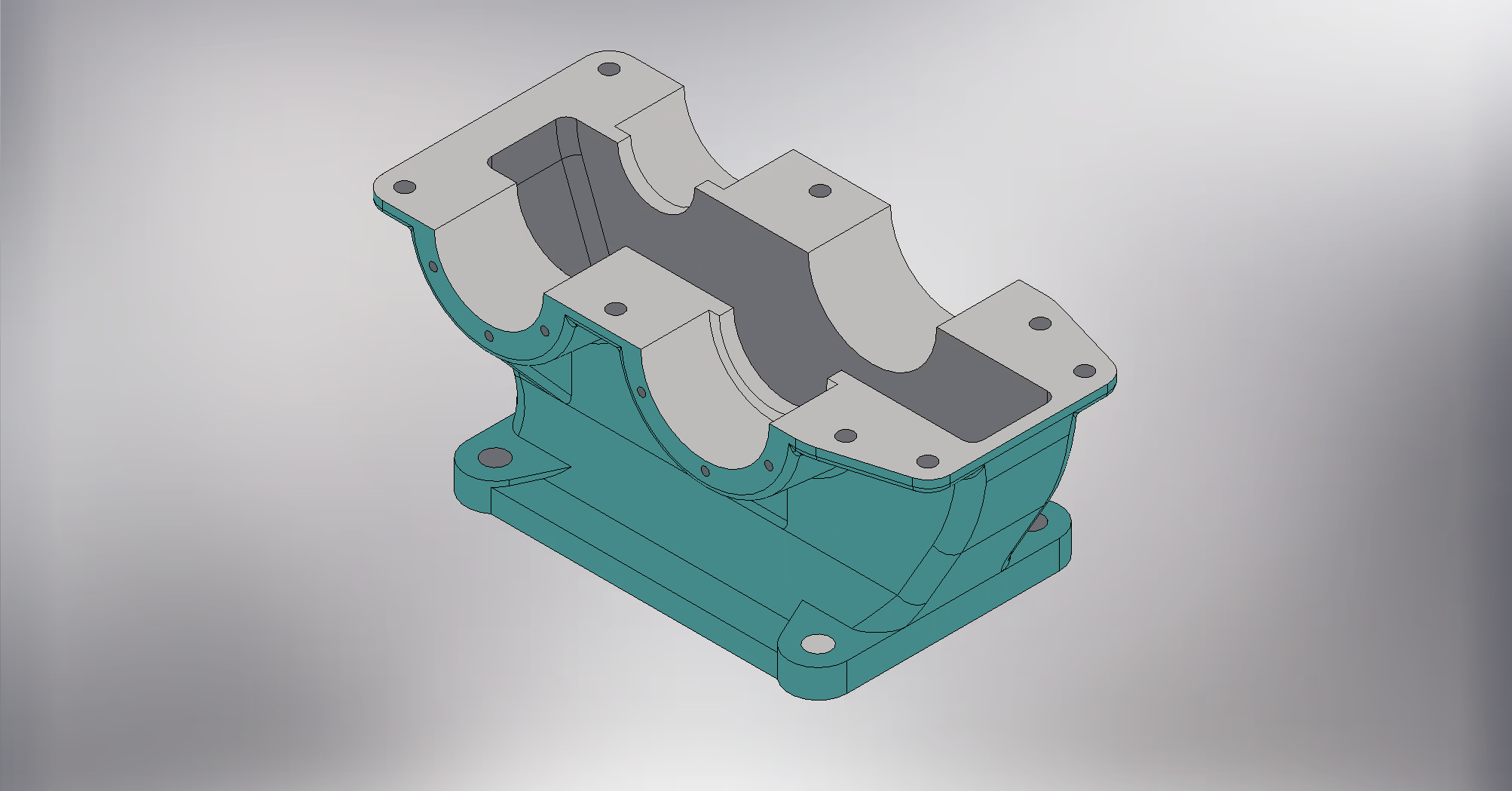
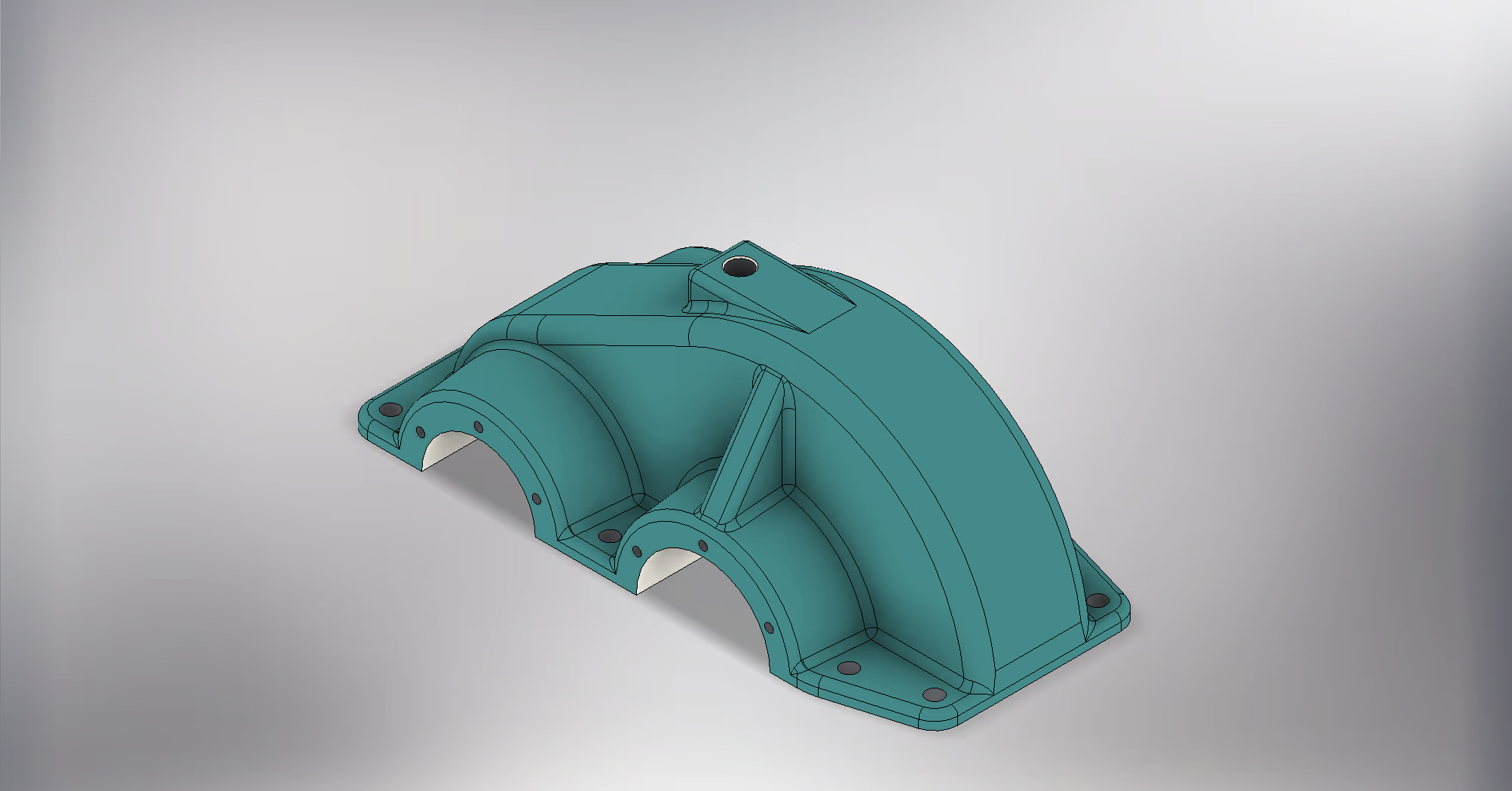
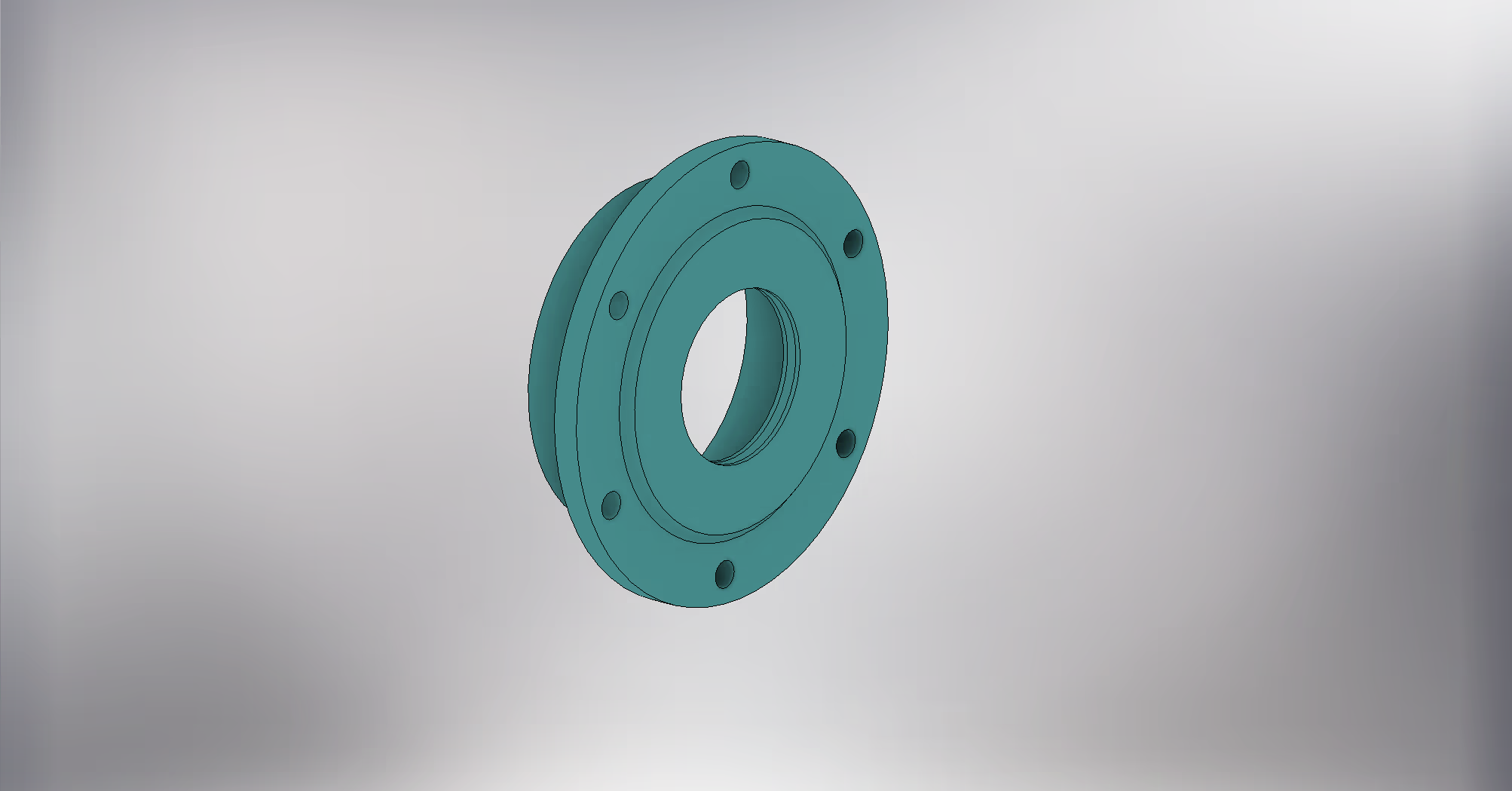
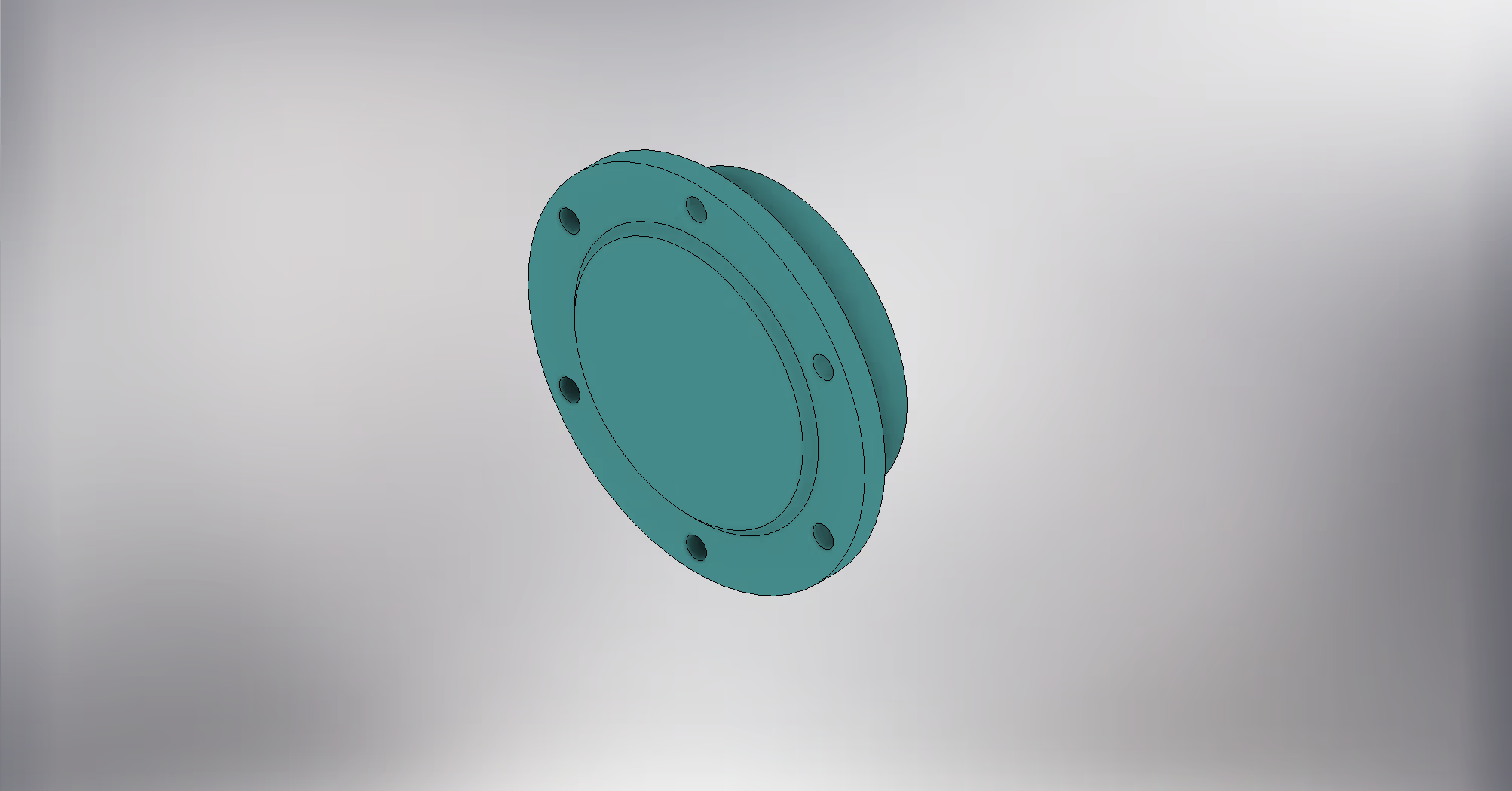
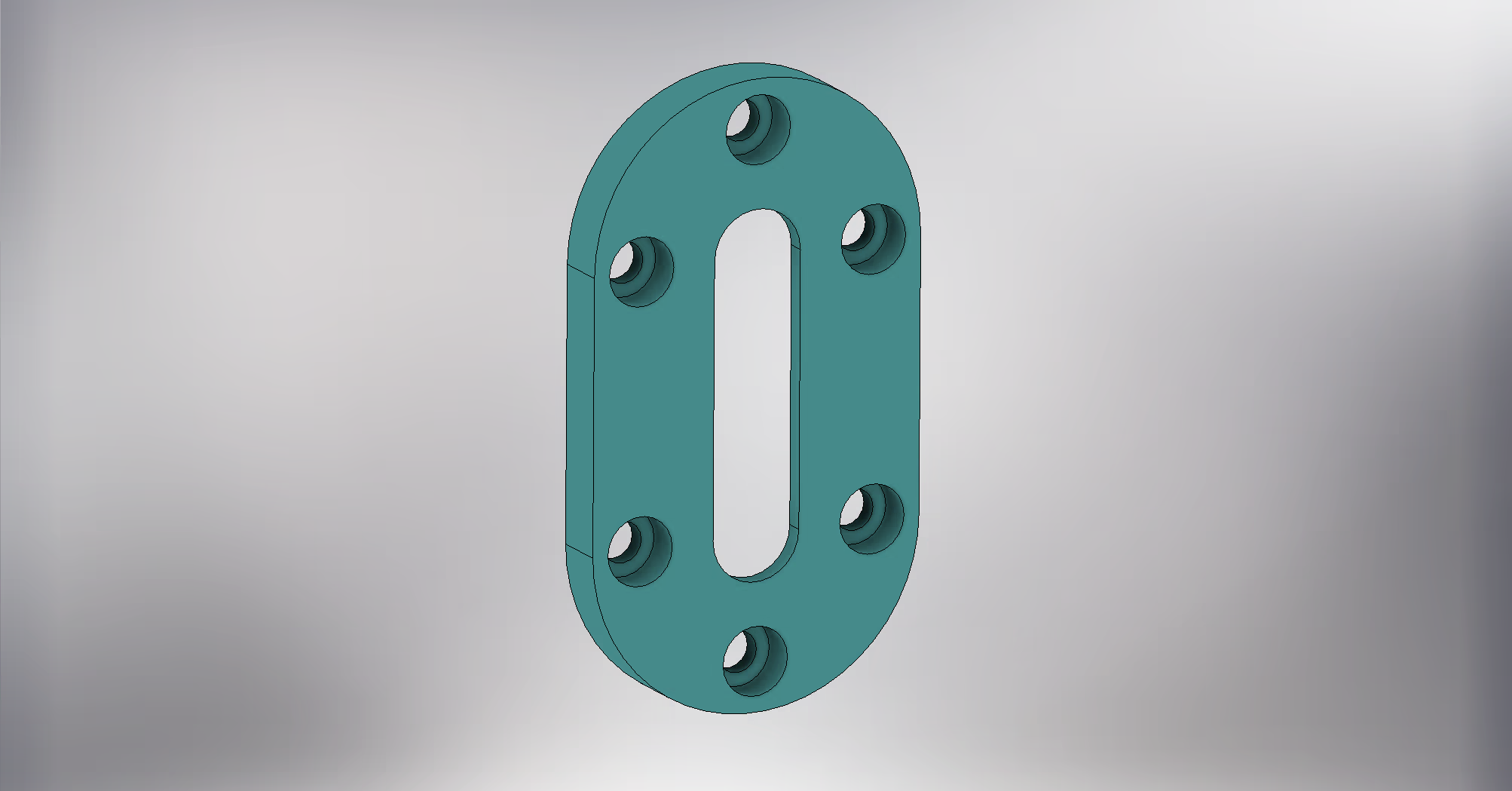
Arcabouço Inferior
Lower Housing
SRLN-PRT-SSEM-001
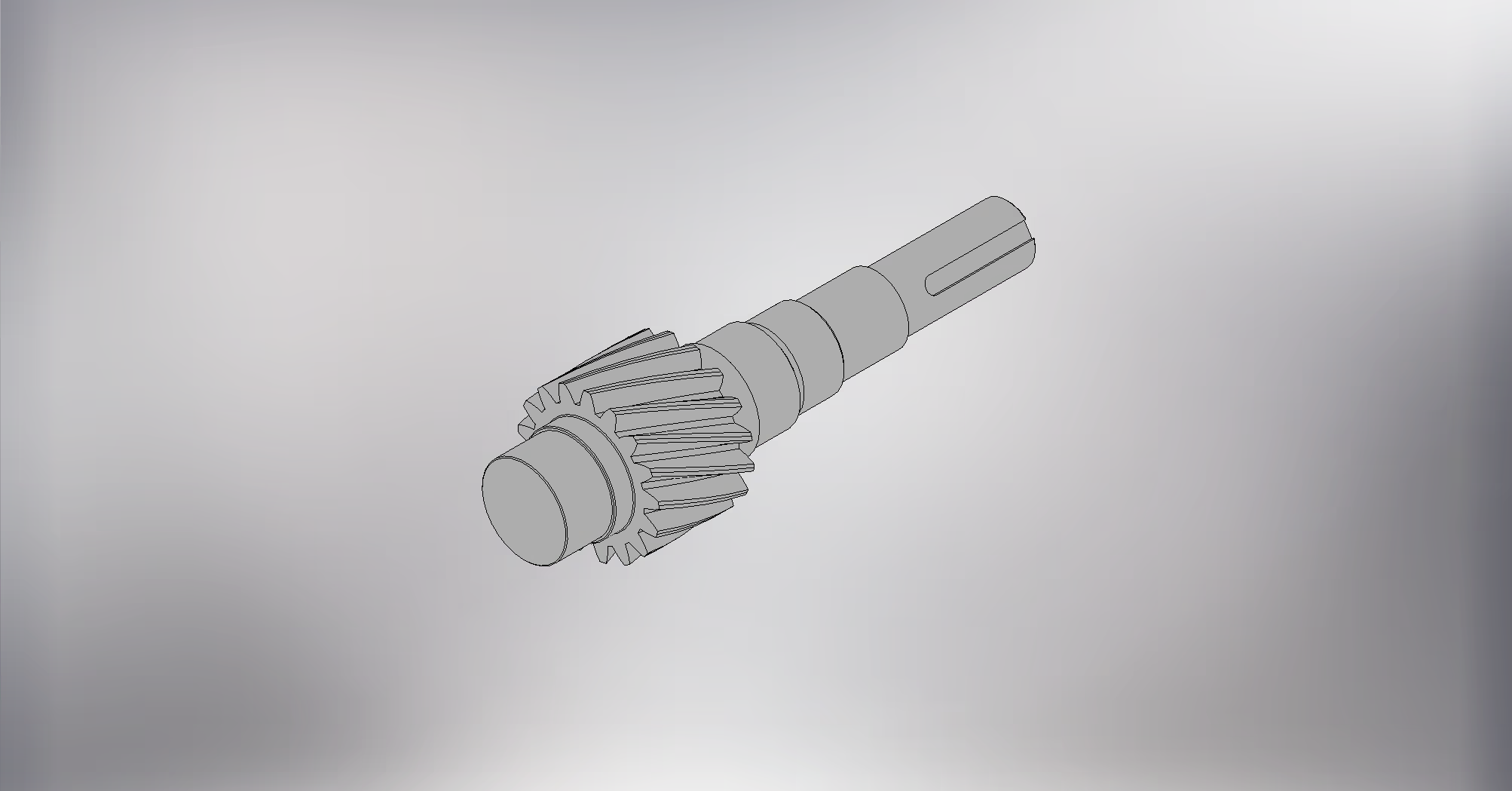
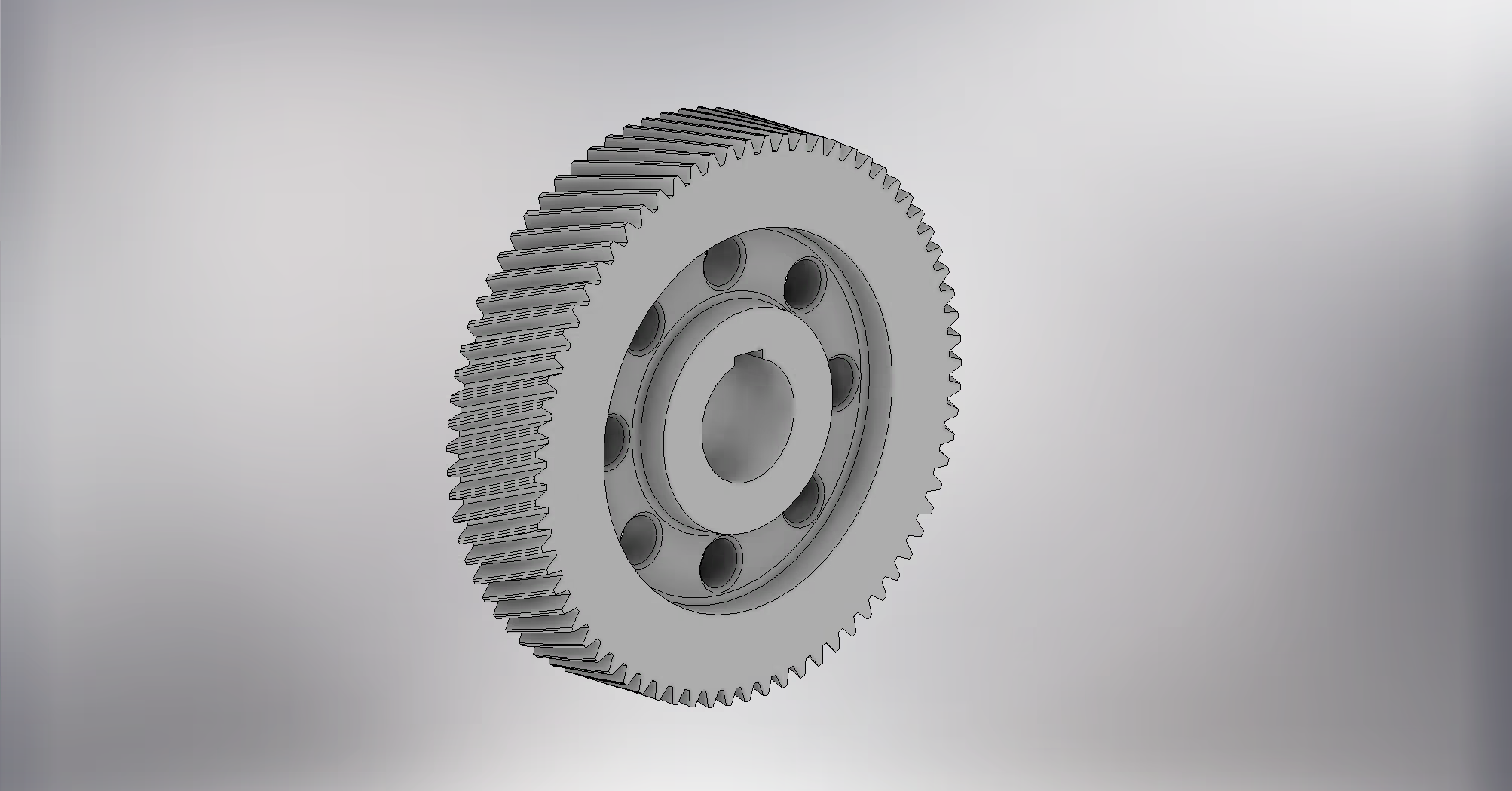
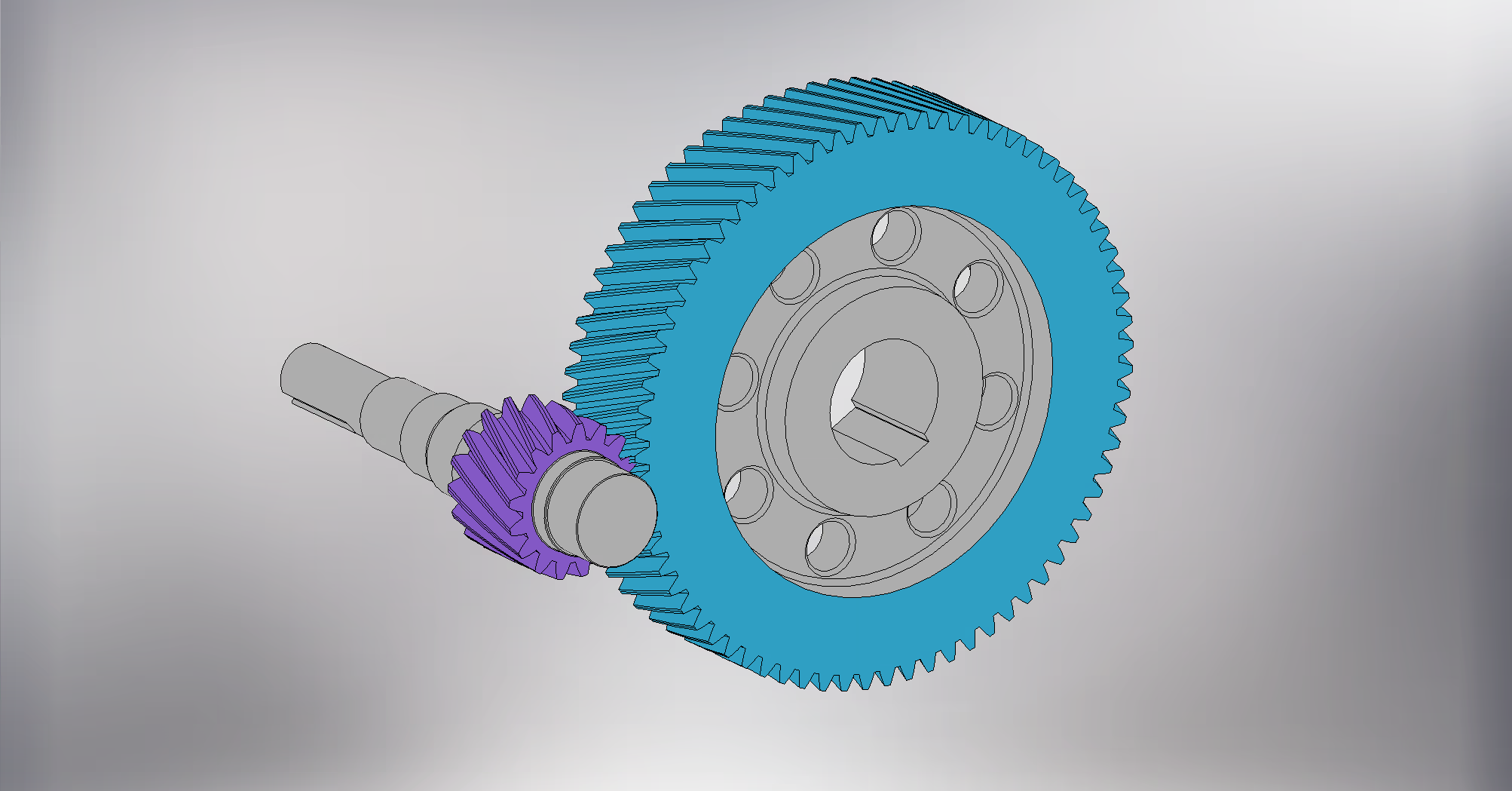
The choice of helical gear topology for the first stage of this speed reducer is based on the need to combine kinematic precision, high load transmission capacity, and operation with low noise and vibration levels. The pinion-gear pair was designed to reduce the input speed from 1000 RPM to approximately 233 RPM, delivering an effective transmission ratio of i = 4.2941, with an insignificant deviation from the nominal target of 4.3.
The adoption of a helix angle β of 20º and a pressure angle α of 20º ensures a high contact ratio (total contact ratio ε ≈ 2.73). This means that the load is distributed gradually and supported by multiple teeth simultaneously, mitigating mechanical shocks in the meshing (single overload factor KAS = 1.0) and optimizing the system's service life under continuous operation.
From a metallurgical and structural perspective, the selection of 18CrNiMo7-6 (~SAE 4320) alloy steel offers an excellent combination of core toughness (yield strength Sy = 800 MPa) and high surface hardness on the flanks after heat treatment (380 HV). The strength calculations, based on the ISO 6336:1996 standard, attest to the extreme robustness of the design for the 1 kW power rating: the safety factor against contact fatigue (pitting) resulted in SH ≈ 3.44, while the safety factor against tooth root breakage (bending) exceeds the mark of SF > 17. These values ensure not only technical viability but superior operational reliability against catastrophic failures.
| Parâmetro | Símbolo | Pinhão | Coroa |
|---|---|---|---|
| Carregando dados... | |||
